いよいよメロンのしまの触り比べ?出力編
scanからカードにするところまでのmethodがなんとか形になったので、次は3Dプリンタで出力してみることにした。画面上では違うように見えるメロンのしましまが、触って違いがどれくらいわかるのか。
3Dプリンタの印刷の向き
3Dプリンタは、どの方向の力に強度を持たせたいのか、どこの面で精度を出したいのかによって印刷向きが変わってくる。
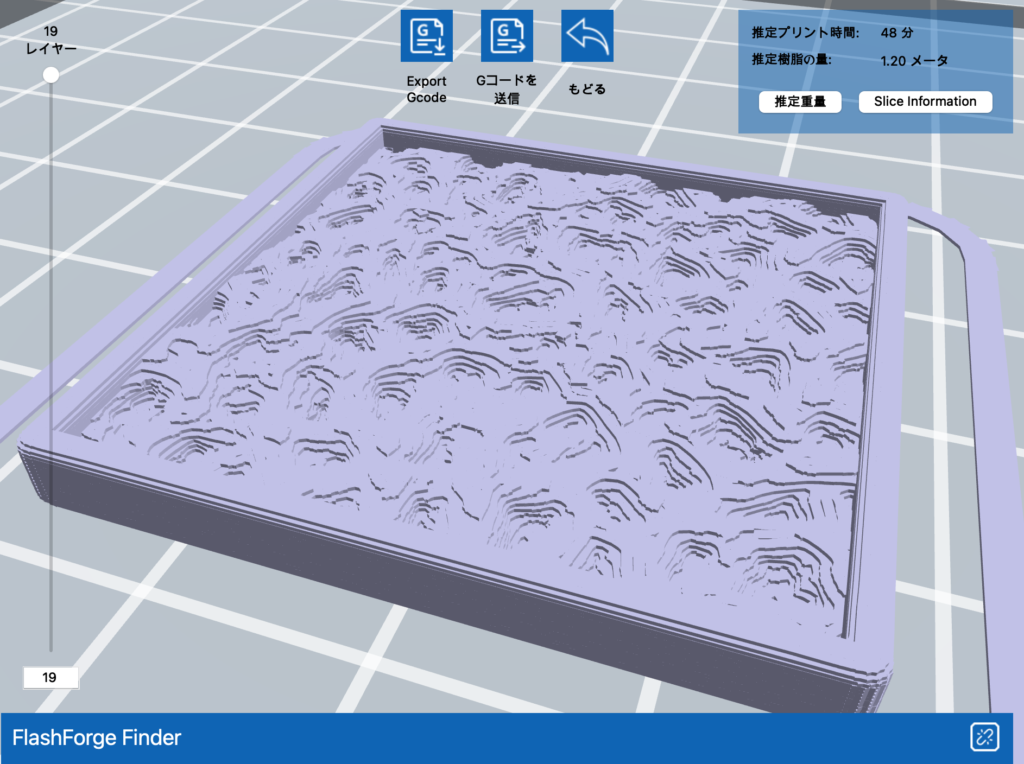
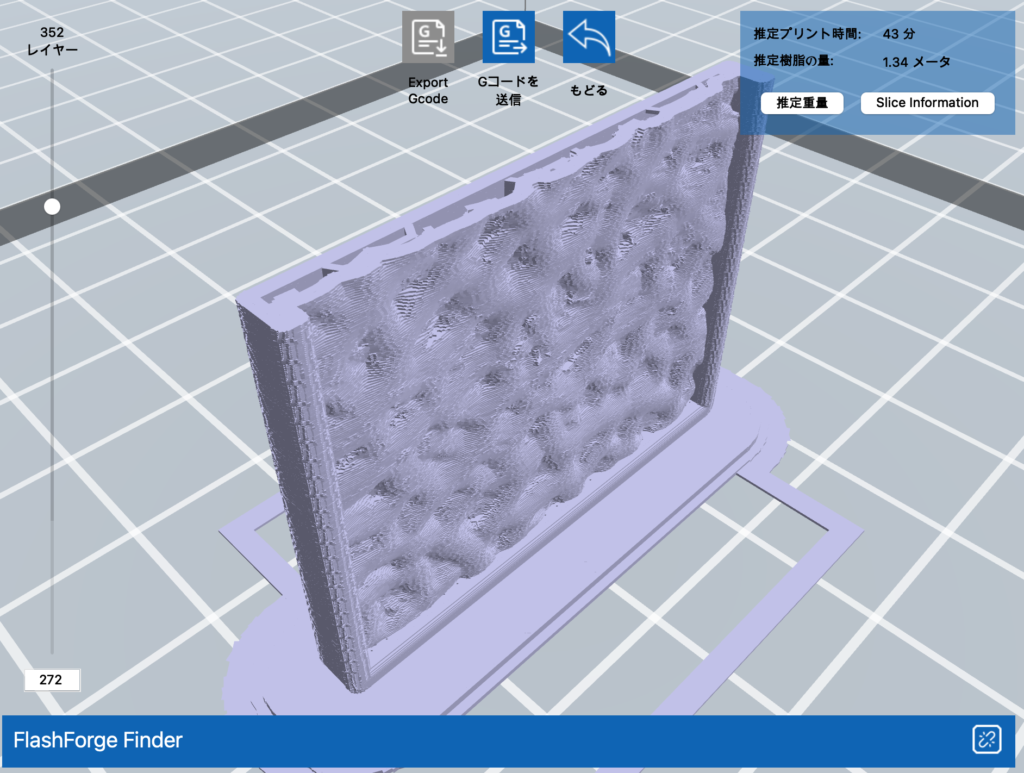
今回は触り心地のことを考えて、立てる形で印刷することにした。途中で倒れたり、揺れて印刷面がずれたりといったリスクが上がるがとりあえずトライだ。使用した機種はAdventurer3、フィラメントはFlashforge社純正PLA(白)。出力時間は1つ30分。

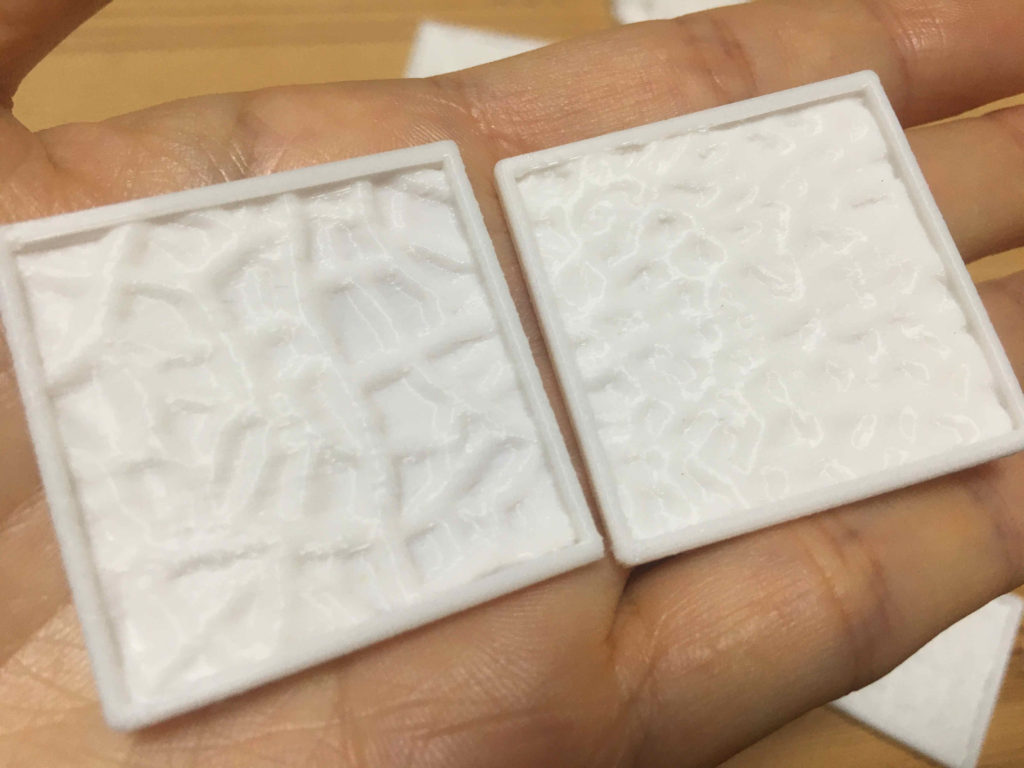
まずショックだったのは、その触り心地の悪さ。積層痕が見た目にかなり目立つだけでなく、触った時の凸凹がじゃりじゃりと指に不快感を与える。
積層痕による不快な触り心地を減らす
調べた限りでは、オリジナルのプラモデル作成に3Dプリンタを使う人たちがこの問題に古くから取り組んできたらしい。どうやら積層痕問題に対する方法は下記の3つ。
- 積層ピッチ(積み上げる時に1段の高さ)を限界まで細かくする
- 後処理で隠す(アセトンで表面を溶かす、プラモ用の仕上げ剤を塗る)
- 光造形の3Dプリンタに変更する
1の積層ピッチについて。細かくすればするほど触り心地は滑らかになるが、その分造形時間も長くなる。現在はデフォルト設定の0.18mm。これを0.10mmに細かくした。かなりツルツルになった。凸凹はしないけど、積層とは逆の方向(縦)に触った時にちょっと違和感がある。
積層ピッチを細かくすると造形時間が劇的に増える
問題は出力にかかる時間が長くなること。0.18mmだと1つ30分だったのが、0.10mmにすると1時間強かかってしまう。
2の後処理作戦は、後処理をするのが嫌なのとアセトンで溶かした表面の見た目がでろでろして好きでないのでトライせず。
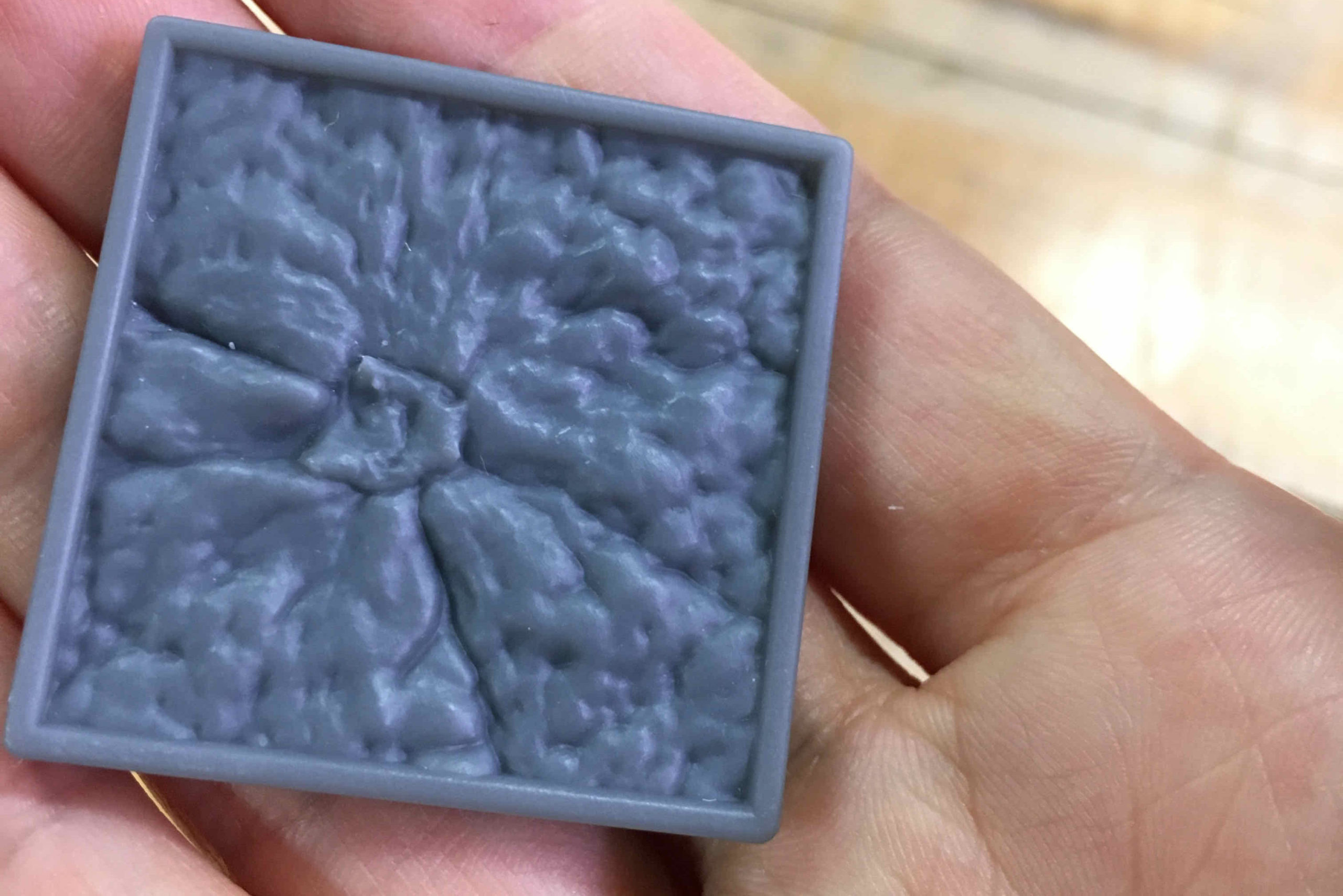
3の光造形は、とりあえず外注サービスで試してみた。触り心地は超すべすべで、どれだけ積層ピッチを細かくしたってFDM(熱溶解積層方式)のプリンタにこのすべすべを出力するのは不可能だ。
出力時間も光造形は早いようだったので、かなり迷ったのだがフィラメントの色や素材の種類が少ない点がネックで、光造形は採用しないことにした。
柔らかいフィラメント?素材の試行錯誤
しばらくは積層ピッチ0.1mmで出力しながら、細かい寸法調整やモデルの粗の修正を繰り返していた。
使っていたのはずっと普通のPLAフィラメントだった。しかしTPUと呼ばれる柔らかいフィラメントや、木粉の入ったフィラメントなどさまざまな変わった素材のフィラメントがあることを知った。特殊フィラメントの触り心地を試してみたい。
そう思った時に問題は、今レンタルスペースで借りている3DプリンタではTPUに対応していないことだった。
はい、買いました。
flashforge社のFinder。デュアルノズルで2色印刷ができるものと迷っていたけど、使いこなせるか心配だったのでまずは入門機のFinderに決めた。
早速いくつかのメーカーの軟質フィラメントと、木質フィラメントを試してみる。
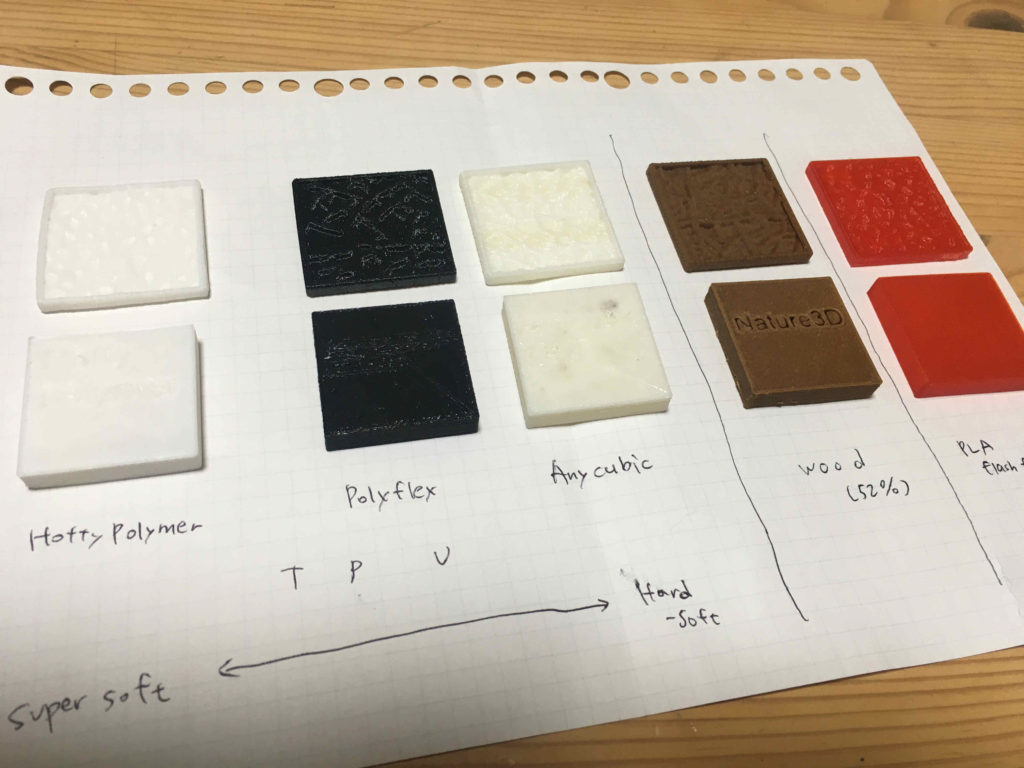
なんやかんや言ってもPLAの含有量が大半を占めるのだから、触り心地はたいして変わらないだろう、と思っていた。実際、polyflexとanycubicのTPUは(直方体形に印刷した場合になるが)特筆すべき触り心地でなかった。
ところがHottypolymerのスーパーフレキシブルフィラメントは、スーパーフレキシブルの名に恥じず他とは一線を画す柔らかさ。触った瞬間に「これを使うしかない!」と思ったほど。グネグネ曲がるし、指に吸い付くぬるぬるとした触り心地。柔らかさが半端ない分、造形失敗も起こしやすく印刷の難易度は高いのだが、これを使わない手はないと思った。
それからNatura3Dの木質フィラメントも興味深い触り心地だった。 TPUとは傾向が違い、ざらざらとした感触。でもPLAで不快だった、安っぽいプラスチックのガサガサした感じとは少し違う。ツルツルすべすべとは逆方向の心地よさがあった。
触り心地の良い3Dプリンタ用のフィラメントを見つけたので、これらの特殊フィラメントを使ってプロトタイプを作っていたのだが、特殊ゆえに印刷失敗が頻発し、これではゲームを普通に出力していくのは不可能と判断。
結局最初のPLAを使った出力に戻り、積層ピッチも0.15くらいにするところに落ち着いた。

成形もためしてみる
失敗には終わったが、3Dプリントしたもので型を取り、ゲルを流し込んで固める方法で、柔らかいカードができないか試してみた。
